Как делают деревянные поддоны: технология изготовления и разновидности паллет
Первые в истории поддоны, используемые для перевозки товаров, появились в начале 20 века. Первоначально паллеты использовались для транспортировки товаров в вагонах, поэтому их размеры были адаптированы под размеры вагона. В наше время паллеты имеют те же размеры, что и раньше, но сфера их использования расширилась.
Стандартные железнодорожные паллеты размерами 120х80 см. и 120х100 см. стали очень популярны в России. Типоразмеры поддонов зависят от параметров груза: размеры, масса и т.д.
Объемы производства и виды деревянных поддонов
На сегодняшний день существует много различных видов паллет. Это обуславливается тем, что паллеты стали производить под конкретные задачи. США тратит ежегодно около 14 млн. кубометров древесины для производства поддонов. Вот некоторые виды поддонов:
- поддоны для химсырья;
- поддоны для бочек;
- поддоны с дополнительными креплениями («уши»).
К сожалению, в Российской Федерации применяют только 10 видов стандартных паллет.
Конструкция
Конструкция поддонов, как и раньше, практически не изменилась: на доски нижнего яруса устанавливаются бруски, в свою очередь на бруски крепят доски верхнего яруса, а следом за ними на верхние доски укладывают настил. Расстояние между брусьями делается для удобства использования вилочного погрузчика. Настил является конечной частью, на которую укладывают груз.
Настил и число досок, используемых для настила, зависит от характеристик груза, но это не влияет на конструкцию паллета в целом.
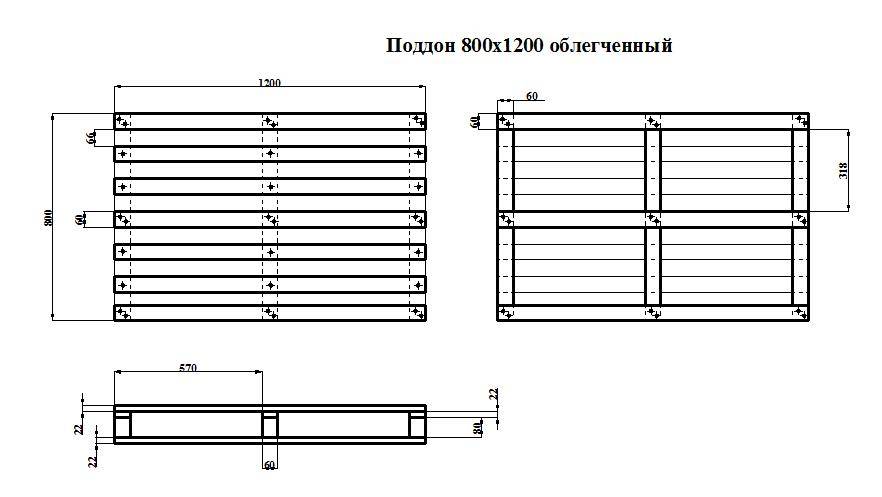
Облегченный поддон 800×1200
Параметры груза напрямую определяют характеристики поддона: габариты, толщина несущих брусков и досок настила. Тяжелый груз требует мощных паллет, изготовленных из большего количества дерева, следовательно, стоимость такой паллеты тоже становится больше. Иногда стоимость отдельных видов паллет в несколько раз выше стандартной конструкции.
Производство
Изготовление паллет должно быть рентабельным, следовательно себестоимость изготовления постоянно снижается. Для производства поддонов в настоящее время использует полуавтоматические и автоматические линии сборки, которые значительно удешевляют продукцию.
В России встречаются производства, на которых паллеты собираются вручную, поскольку ручной труд в нашей стране достаточно дешевый. При ручной сборке паллет в первую очередь страдает качество.
Только автоматически произведенные паллеты соответствуют нормам ГОСТ. Отличительный признак автоматически произведенной паллеты от ручного производства: шляпка забитого гвоздя при ручной сборке почти не утапливается в материал паллеты, а при автоматической сборке наоборот — шляпка гвоздя глубоко утапливается в древесину.
Для сборки паллет используют специальные гвозди — «ершоны». Они имеют свою особую конструкцию: специальная шляпка, насечки и толщина. Насечки сделаны для надежного соединения частей поддона между собой. Именно благодаря таким гвоздям паллета не развалится при грубом использовании. Обычный гвоздь вылетел бы и паллета пришла бы в негодность.
Себестоимость изготовления деревянных поддонов
Сейчас усредненная цена производства поддона составляет 200-250 руб., при продаже паллета будет стоить около 290 руб. Прибыль с одной паллеты составит примерно 40 руб. Линия по производству поддонов за смену выпускает 700 поддонов, а в месяц – 17000. Следовательно, прибыль в месяц будет около 700 тыс. руб., а в год – около 8,5 млн. руб. Чистая прибыль (за вычетом налогов и прочих расходов) будет примерно 5 млн. руб. в год. Если же увеличить количество смен до трех, то прибыль в месяц возрастет в три раза.
О способах изготовления

Склад европаллет
- Простой и дешевый. Необработанный материал направляется на изготовление поддона, где на производстве он скалачивается вручную. К сожалению, такие поддоны не соответствуют стандартам и чаще всего имеют заниженные показатели качества;
- С использованием автоматического инструмента. Этот способ отличается от ручного использованием инструмента пневматической автоматизации (пневмоинструмент). С помощью автоматизированного инструмента ускоряются темпы производства паллет и в некоторой степени увеличивается показатель качества. Недостатки: недостаточное качество сборки (человеческий фактор, несоблюдение размерности);
- С помощью полуавтоматической линии. Применяется в Европе. Полуавтоматическая линия собирает поддон следующим образом: на матрицу укладывают в ручную материал для паллеты, далее станок автоматически вбивает гвозди. При такой сборке паллета и ее габариты отвечают стандартам качества и надежности.
- Автоматическая линия. Для данного способа производства паллет достаточно поднести материал к станку. Далее линия сама начинает нарезку, сколачивание, укладку, упаковку поддонов. На выходе получается готовый, качественный поддон, соответствующий всем необходимым типоразмерам.

Вилочный погрузчик перевозит европаллеты
Качество полуфабрикатов
Для производства паллет требуется внимательный отбор материала (древесины), материал для паллет должен быть полностью высушен, поэтому он перевозится в брикетах с зазорами для воздуха. Отсутствие воздуха и влажность могут пагубно повлиять на качество материла, и через некоторое время материал придет в негодность.
В качестве древесины для производства паллет используют хвойные и лиственные породы деревьев. Из данного типа деревьев выходит качественный материал. Единственный недостаток такой древесины — быстрое выцветание на солнце.
Нормотивные документы для производства паллет
В Российской Федерации деревяннные поддоны производятся по ГОСТ 9557-87 и ГОСТ 9078-84. ГОСТ 9078-84 требует, чтобы материалом для изготовления паллет была деревесина и поддоны были размерами 120х80 см и 120х100 см.
ГОСТ 9557-87 (в Европе UIC 435-2) контролирует следующие парметры: допуски, припуски, толщина и т .д. Поскольку отечественная продукция не сертифицируется, то на ней отсутствуют маркировки EPAL и EUR, как в Европе. Если поддоны соответствуют ГОСТ 9557-87, то они являются аналогами европаллет. Обычно на них ставится маркировка — БК (без клейма).

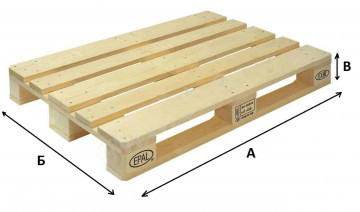
Деревянный поддон
Типоразмеры поддонов

Типоразмеры паллет
В соотвествии с ГОСТ 9078-84 выделяют следующие отечественные типоразмеры паллет:
- П2 — однонастильный двухзаходный;
- П4 — однонастильный четырехзаходный;
- 2П4 — двухнастильный четырехзаходный;
- 2ПО4 — двухнастильный четырехзаходный с окнами в нижнем настиле;
- 2ПВ2 — двухнастильный двухзаходный с выступами.
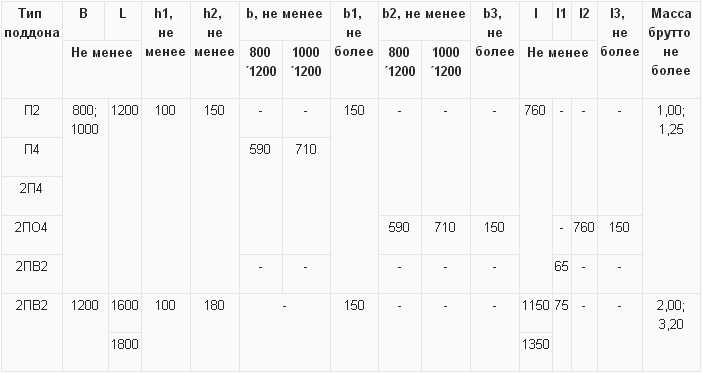
Все размеры представленны в миллиметрах
В соотвествии с европейскими стандартами выделяют следующие типоразмеры поддонов:
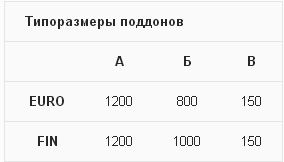
Все размеры представленны в миллиметрах
Фитосанитарная обработка
После производства поддона он проходит фитосанитарную обработку, после которой поддон маркируют и ставят клеймо в соответствии со стандартом ISPM 15. В маркировке содержится следующая информация: наименование партии, производилась ли обработка, изготовитель, в Европе еще добавляют год производства и номер партии.
В такую обработку могут входить следующие процедуры:
- Фумигация. Такая обработка производится метилом с добавление брома – состав вещества устраняет бактерии. Это мало распространенный метод обработки, так как после него остается часть вещества на поддоне.
- Обработка теплом. Готовые поддоны помещают в камеру, где они находятся под воздействием температуры длительное время. Под воздействием температуры уничтожаются все бактерии. Минусом такой обработки является дороговизна оборудования.
- Сушка в камере. Материал для поддонов загружают в камеру, где они проходят тепловую обработку с поддержанием необходимой влажности. Такой метод фитосанитарной обработки является самым эффективным. Камера снабжена датчиками температуры и влажности, поэтому камера может работать автоматически.
Часто производители паллетов хотят удешевить производство, поэтому при выборе поставщика паллет проверяйте все сертификационные документы.
Демонстрация работы обрудования по производству поддонов:







